Puslaidininkių gamyboje yra technologija, vadinama „ėsdymu“, kai apdorojamas substratas arba ant jo suformuota plona plėvelė. Oforto technologijos plėtra suvaidino svarbų vaidmenį įgyvendinant „Intel“ įkūrėjo Gordono Moore'o 1965 m. prognozę, kad „tranzistorių integracijos tankis padvigubės per 1,5–2 metus“ (paprastai žinomas kaip „Moore'o įstatymas“).
Išgraviravimas yra ne „papildomas“ procesas, kaip nusodinimas ar surišimas, o „atimamasis“ procesas. Be to, pagal skirtingus grandymo būdus jis skirstomas į dvi kategorijas, būtent „šlapią ėsdinimą“ ir „sausą ėsdinimą“. Paprasčiau tariant, pirmasis yra lydymo būdas, o antrasis - kasimo metodas.
Šiame straipsnyje trumpai paaiškinsime kiekvienos ėsdinimo technologijos, šlapio ir sauso ėsdinimo, ypatybes ir skirtumus, taip pat taikymo sritis, kurioms kiekviena tinka.
Odinimo proceso apžvalga
Teigiama, kad oforto technologija Europoje atsirado XV amžiaus viduryje. Tuo metu į išgraviruotą vario plokštę buvo pilama rūgštis, kad plikasis varis korozuotų ir susidarytų giliaspaudė. Paviršiaus apdorojimo būdai, kuriais išnaudojamas korozijos poveikis, yra plačiai žinomi kaip „ėsdinimas“.
ėsdinimo proceso tikslas puslaidininkių gamyboje yra išpjauti pagrindą arba plėvelę ant pagrindo pagal brėžinį. Kartojant parengiamuosius plėvelės formavimo, fotolitografijos ir ėsdinimo veiksmus, plokštuminė struktūra apdorojama į trimatę struktūrą.
Skirtumas tarp šlapio ir sauso ėsdinimo
Po fotolitografijos proceso eksponuotas substratas yra šlapias arba sausas ėsdinamas ėsdinimo būdu.
Šlapiam ėsdinimui naudojamas tirpalas paviršiui ėsdinti ir nugramdyti. Nors šį metodą galima apdoroti greitai ir pigiai, jo trūkumas yra tai, kad apdorojimo tikslumas yra šiek tiek mažesnis. Todėl sausas ėsdinimas gimė apie 1970 m. Sausojo ėsdinimo metu nenaudojamas tirpalas, o dujos pataiko į pagrindo paviršių, kad jį subraižytų, o tai pasižymi dideliu apdorojimo tikslumu.
„Izotropija“ ir „Anizotropija“
Pristatant skirtumą tarp šlapiojo ėsdinimo ir sauso ėsdinimo, pagrindiniai žodžiai yra „izotropinis“ ir „anizotropinis“. Izotropija reiškia, kad fizinės materijos ir erdvės savybės nekinta priklausomai nuo krypties, o anizotropija reiškia, kad materijos ir erdvės fizinės savybės kinta priklausomai nuo krypties.
Izotropinis ėsdinimas reiškia, kad ėsdinimas vyksta tuo pačiu kiekiu aplink tam tikrą tašką, o anizotropinis ėsdinimas reiškia, kad ėsdinimas vyksta skirtingomis kryptimis aplink tam tikrą tašką. Pavyzdžiui, ėsdinant puslaidininkių gamybos metu, anizotropinis ėsdinimas dažnai pasirenkamas taip, kad būtų subraižyta tik tikslinė kryptis, o kitos kryptys lieka nepažeistos.
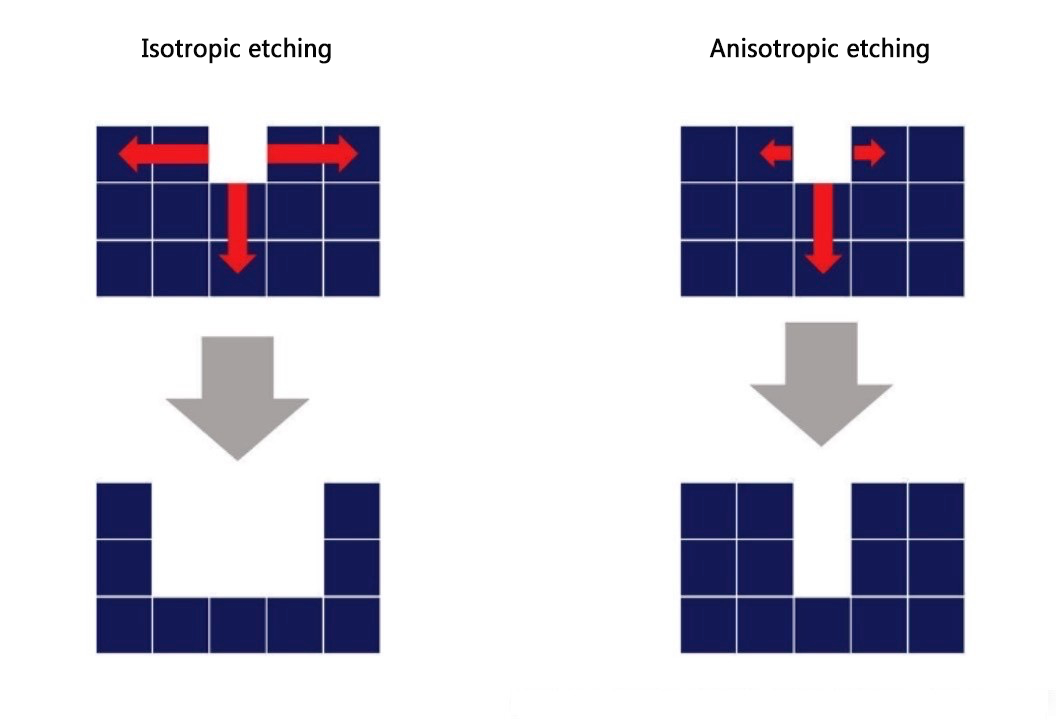 „Izotropinio ėsdinimo“ ir „Anizotropinio ėsdinimo“ vaizdai
„Izotropinio ėsdinimo“ ir „Anizotropinio ėsdinimo“ vaizdai
Šlapias ėsdinimas naudojant chemines medžiagas.
Drėgnasis ėsdinimas naudoja cheminę reakciją tarp cheminės medžiagos ir substrato. Taikant šį metodą anizotropinis ėsdinimas nėra neįmanomas, tačiau jis yra daug sunkesnis nei izotropinis ėsdinimas. Yra daug tirpalų ir medžiagų derinimo apribojimų, o tokios sąlygos kaip substrato temperatūra, tirpalo koncentracija ir pridėjimo kiekis turi būti griežtai kontroliuojamos.
Kad ir kaip tiksliai būtų sureguliuotos sąlygos, šlapiuoju ėsdinimu sunku pasiekti smulkų apdorojimą iki 1 μm. Viena iš priežasčių yra būtinybė kontroliuoti šoninį ėsdinimą.
Sumažinimas yra reiškinys, taip pat žinomas kaip priverstinis sumažinimas. Net jei tikimasi, kad šlapiuoju ėsdinimu medžiaga ištirps tik vertikalia kryptimi (gylio kryptimi), neįmanoma visiškai užkirsti kelio tirpalui atsitrenkti į šonus, todėl medžiagos tirpimas lygiagrečia kryptimi neišvengiamai vyks. . Dėl šio reiškinio šlapio ėsdinimo metu atsitiktinai susidaro siauresnės nei tikslinis plotis. Tokiu būdu apdorojant produktus, kuriems reikalinga tiksli srovės kontrolė, atkuriamumas yra mažas, o tikslumas nepatikimas.
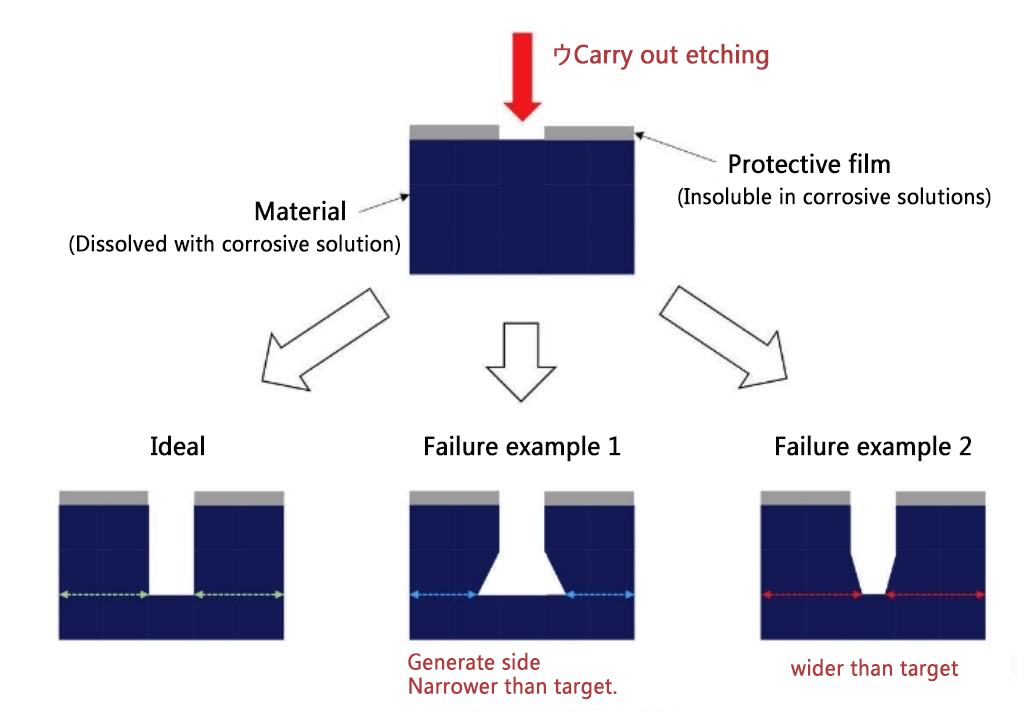 Galimų šlapiojo ėsdinimo gedimų pavyzdžiai
Galimų šlapiojo ėsdinimo gedimų pavyzdžiai
Kodėl sausas ėsdinimas tinka mikroapdirbimui
Susijusios technikos aprašymas Sausas ėsdinimas, tinkamas anizotropiniam ėsdinimui, naudojamas puslaidininkių gamybos procesuose, kuriems reikalingas didelio tikslumo apdorojimas. Sausasis ėsdinimas dažnai vadinamas reaktyviuoju jonų ėsdymu (RIE), kuris taip pat gali apimti plazminį ėsdinimą ir ėsdinimą purškimu plačiąja prasme, tačiau šiame straipsnyje pagrindinis dėmesys bus skiriamas RIE.
Norėdami paaiškinti, kodėl anizotropinis ėsdinimas yra lengvesnis naudojant sausą ėsdinimą, atidžiau pažvelkime į RIE procesą. Tai lengva suprasti sauso ėsdinimo ir pagrindo grandymo procesą padalijus į du tipus: „cheminis ėsdinimas“ ir „fizinis ėsdinimas“.
Cheminis ėsdinimas vyksta trimis etapais. Pirma, reaktyviosios dujos adsorbuojamos ant paviršiaus. Tada iš reakcijos dujų ir substrato medžiagos susidaro reakcijos produktai, o galiausiai reakcijos produktai desorbuojami. Vėlesnio fizinio ėsdinimo metu substratas yra išgraviruotas vertikaliai žemyn, vertikaliai ant pagrindo uždedant argono dujas.
Cheminis ėsdinimas vyksta izotropiškai, o fizinis ėsdinimas gali vykti anizotropiškai, kontroliuojant dujų padavimo kryptį. Dėl šio fizinio ėsdinimo sausas ėsdinimas leidžia labiau valdyti ėsdinimo kryptį nei šlapiasis ėsdinimas.
Sausam ir šlapiam ėsdinimui taip pat reikalingos tokios pačios griežtos sąlygos kaip ir šlapiajam ėsdinimui, tačiau jo atkuriamumas didesnis nei šlapiojo ėsdinimo ir daug lengviau valdomų elementų. Todėl neabejotina, kad sausas ėsdinimas yra palankesnis pramoninei gamybai.
Kodėl vis dar reikalingas šlapias ofortas
Kai suprasite, atrodo, visagalis sausasis ofortas, galite susimąstyti, kodėl šlapiasis ofortas vis dar egzistuoja. Tačiau priežastis paprasta: dėl šlapio ėsdinimo produktas pigesnis.
Pagrindinis skirtumas tarp sauso ir šlapio ėsdinimo yra kaina. Chemikalai, naudojami šlapio ėsdinimo metu, nėra tokie brangūs, o pačios įrangos kaina esą sudaro apie 1/10 sauso ėsdinimo įrangos. Be to, apdorojimo laikas yra trumpas, o keli substratai gali būti apdorojami vienu metu, todėl sumažėja gamybos sąnaudos. Dėl to galime išlaikyti mažas produkto sąnaudas, suteikdami pranašumą prieš konkurentus. Jei apdorojimo tikslumo reikalavimai nėra aukšti, daugelis įmonių grubiai masinei gamybai rinksis šlapiąjį ėsdinimą.
Odinimo procesas buvo pristatytas kaip procesas, kuris atlieka svarbų vaidmenį mikrogamybos technologijoje. Odinimo procesas apytiksliai skirstomas į šlapiąjį ir sausąjį ėsdinimą. Jei svarbi kaina, pirmasis yra geresnis, o jei reikalingas mažesnis nei 1 μm mikroprocesorius, pastarasis yra geresnis. Idealiu atveju procesą galima pasirinkti atsižvelgiant į gaminamą produktą ir kainą, o ne į tai, kuris iš jų yra geresnis.
Paskelbimo laikas: 2024-04-16