Sauso ėsdinimo procesas paprastai susideda iš keturių pagrindinių būsenų: prieš ėsdinimą, dalinį ėsdinimą, tik ėsdinimą ir ėsdinimą. Pagrindinės charakteristikos yra ėsdinimo greitis, selektyvumas, kritinis matmuo, vienodumas ir galutinio taško aptikimas.
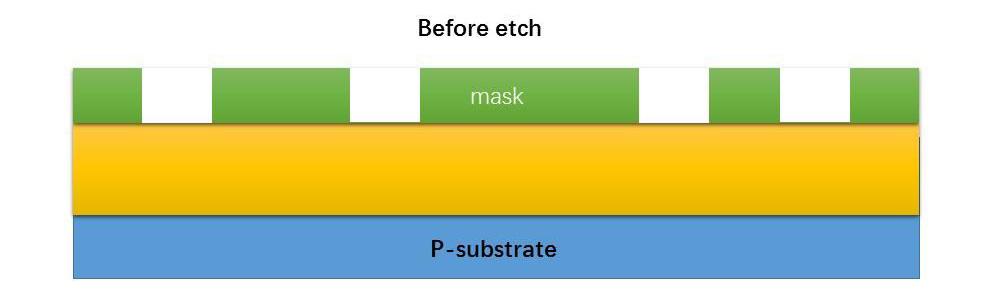
1 pav. Prieš ėsdinimą
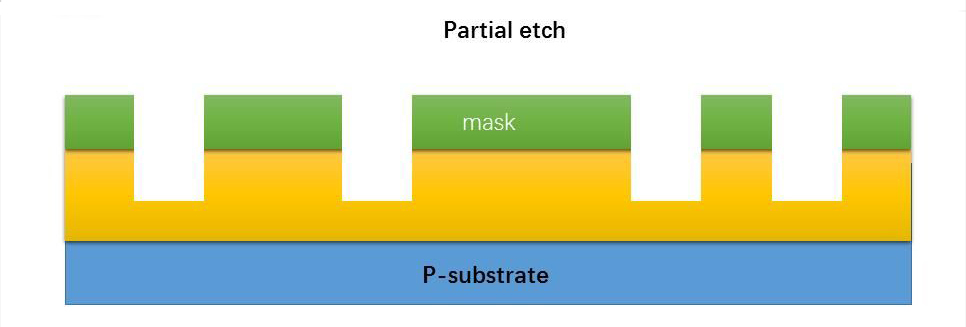
2 pav. Dalinis ėsdinimas
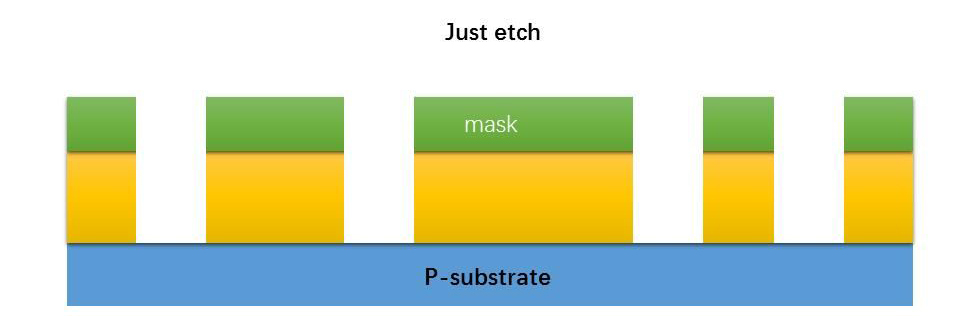
3 pav. Tik ofortas
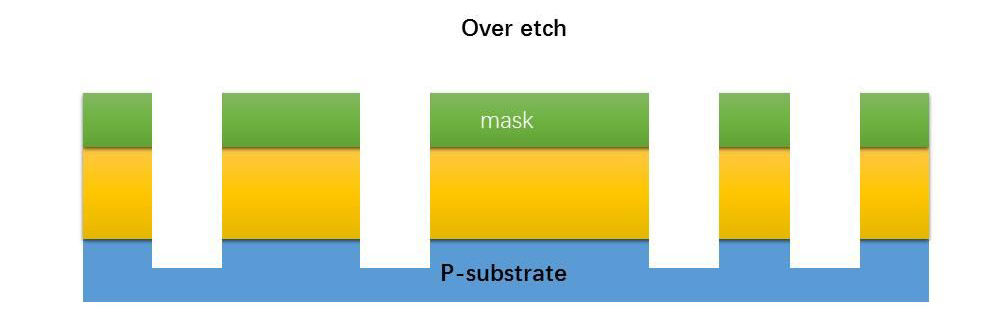
4 pav. Viršutinis ėsdinimas
(1) ėsdinimo greitis: per laiko vienetą pašalintos išgraviruotos medžiagos gylis arba storis.
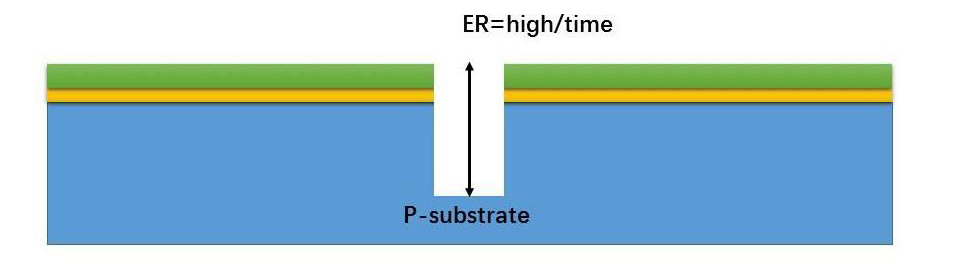
5 pav. ėsdinimo greičio diagrama
(2) Selektyvumas: skirtingų ėsdinimo medžiagų ėsdinimo greičio santykis.
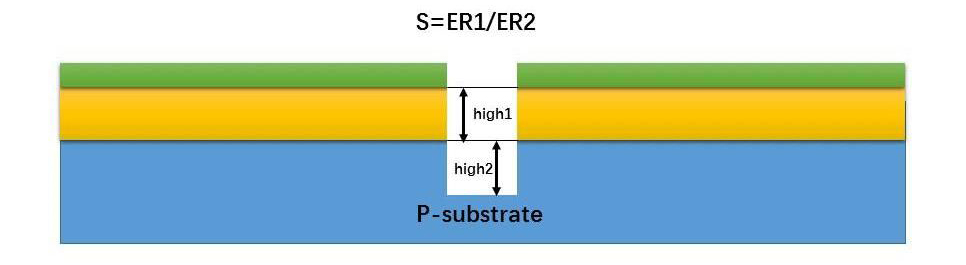
6 pav. Selektyvumo diagrama
(3) Kritinis matmuo: rašto dydis konkrečioje srityje po ėsdinimo pabaigos.
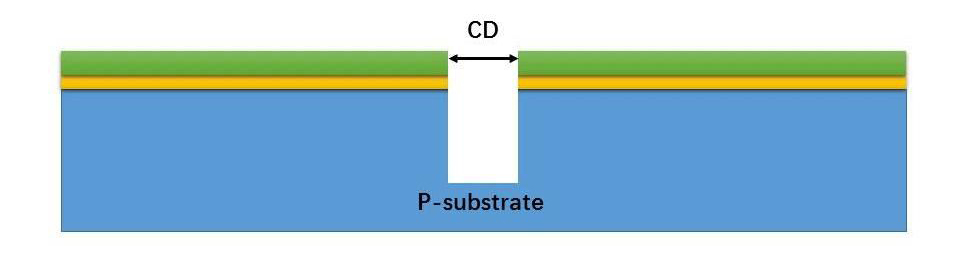
7 pav. Kritinių matmenų diagrama
(4) Vienodumas: norint išmatuoti kritinio ėsdinimo matmens (CD) vienodumą, paprastai apibūdinamą visu CD žemėlapiu, formulė yra tokia: U=(Max-Min)/2*AVG.
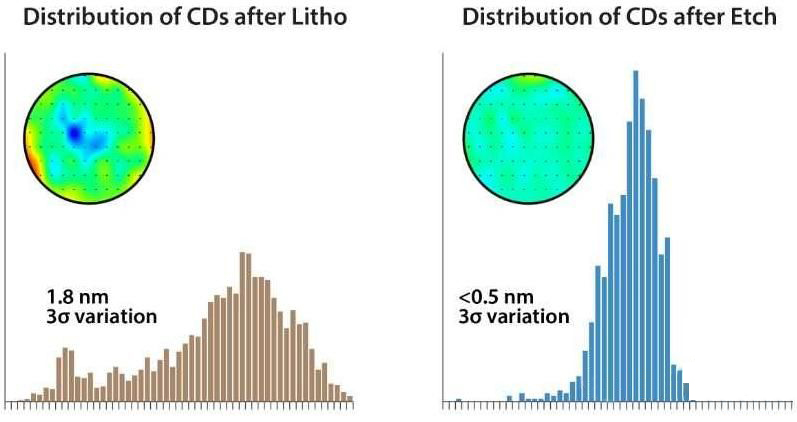
8 pav. Vienodumo schema
(5) Galinio taško aptikimas: ėsdinimo proceso metu nuolat aptinkamas šviesos intensyvumo pokytis. Kai tam tikras šviesos intensyvumas žymiai pakyla arba sumažėja, ėsdinimas nutraukiamas, kad būtų pažymėtas tam tikro plėvelės ėsdinimo sluoksnio užbaigimas.
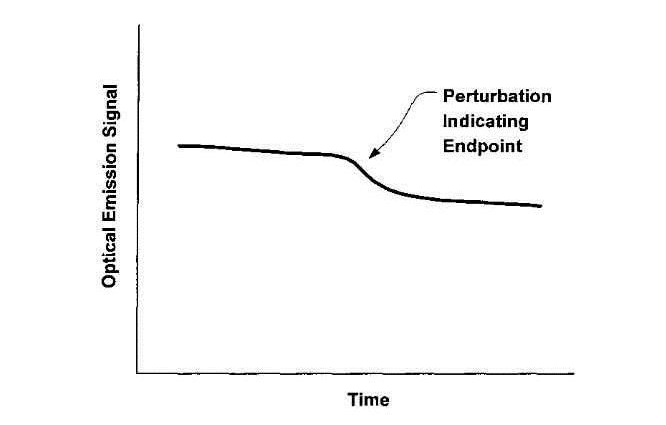
9 pav. Pabaigos taško schema
Sausojo ėsdinimo metu dujos sužadinamos aukštu dažniu (daugiausia 13,56 MHz arba 2,45 GHz). Esant slėgiui nuo 1 iki 100 Pa, jo vidutinis laisvas kelias yra nuo kelių milimetrų iki kelių centimetrų. Yra trys pagrindiniai sauso ėsdinimo tipai:
•Fizinis sausas ofortas: pagreitintos dalelės fiziškai nusidėvi plokštelės paviršių
•Cheminis sausas ėsdinimas: dujos chemiškai reaguoja su plokštelės paviršiumi
•Cheminis fizinis sausas ėsdinimas: fizinis ėsdinimo procesas su cheminėmis savybėmis
1. Jonų pluošto ėsdinimas
Jonų pluošto ėsdinimas (Ion Beam Etching) yra fizinis sausas apdorojimo procesas, kurio metu medžiagos paviršiui apšvitinti naudojamas didelės energijos argono jonų pluoštas, kurio energija yra apie 1–3 keV. Dėl jonų pluošto energijos jis atsitrenkia ir pašalina paviršiaus medžiagą. Išgraviravimo procesas yra anizotropinis vertikalių arba įstrižų krintančių jonų pluoštų atveju. Tačiau dėl selektyvumo stokos nėra aiškaus skirtumo tarp skirtingų lygių medžiagų. Susidariusios dujos ir ėsdintos medžiagos išleidžiamos vakuuminiu siurbliu, tačiau kadangi reakcijos produktai nėra dujos, dalelės nusėda ant plokštelės arba kameros sienelių.
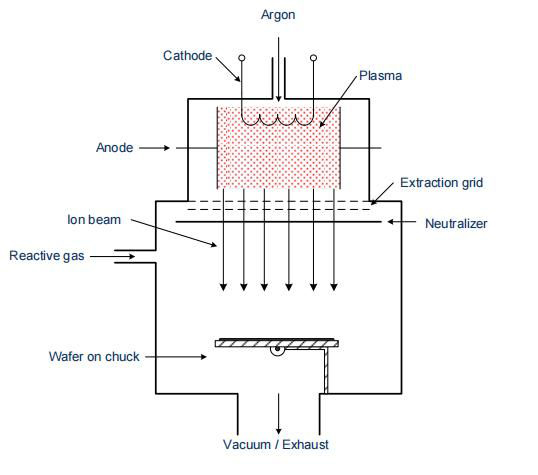
Kad nesusidarytų dalelės, į kamerą galima įleisti antras dujas. Šios dujos reaguos su argono jonais ir sukels fizinį ir cheminį ėsdinimo procesą. Dalis dujų reaguos su paviršiaus medžiaga, bet taip pat su poliruotomis dalelėmis sudarys dujinius šalutinius produktus. Šiuo metodu galima išgraviruoti beveik visas medžiagas. Dėl vertikalios spinduliuotės vertikalių sienų susidėvėjimas yra labai mažas (didelė anizotropija). Tačiau dėl mažo selektyvumo ir lėto ėsdinimo greičio šis procesas dabartinėje puslaidininkių gamyboje naudojamas retai.
2. Plazminis ėsdinimas
Plazminis ėsdinimas yra absoliutus cheminio ėsdinimo procesas, dar žinomas kaip cheminis sausas ėsdinimas. Jo pranašumas yra tai, kad jis nepažeidžia jonų plokštelės paviršiaus. Kadangi aktyviosios dalys ėsdinimo dujose gali laisvai judėti, o ėsdinimo procesas yra izotropinis, šis metodas tinka visam plėvelės sluoksniui pašalinti (pavyzdžiui, nuvalyti galinę pusę po terminės oksidacijos).
Pasroviui esantis reaktorius yra reaktoriaus tipas, dažniausiai naudojamas plazminiam ėsdinimui. Šiame reaktoriuje plazma generuojama smūginės jonizacijos būdu aukšto dažnio 2,45 GHz elektriniame lauke ir atskiriama nuo plokštelės.
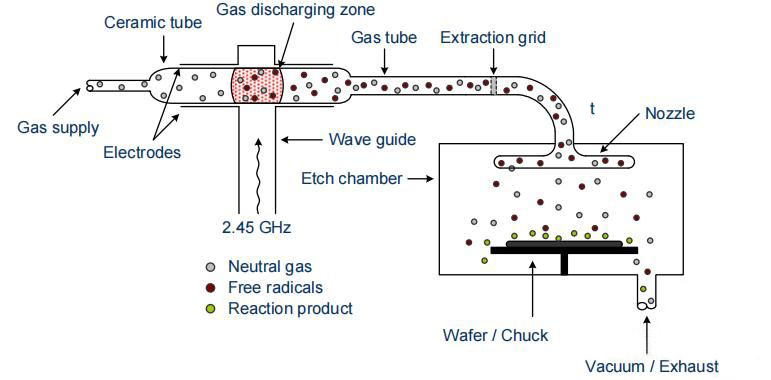
Dujų išleidimo zonoje dėl smūgio ir sužadinimo susidaro įvairios dalelės, įskaitant laisvuosius radikalus. Laisvieji radikalai yra neutralūs atomai arba molekulės su nesočiaisiais elektronais, todėl yra labai reaktyvūs. Plazminio ėsdinimo procese dažnai naudojamos kai kurios neutralios dujos, tokios kaip tetrafluormetanas (CF4), kurios patenka į dujų išleidimo zoną, kad jonizacijos arba skaidymosi būdu susidarytų aktyvios medžiagos.
Pavyzdžiui, CF4 dujose jis patenka į dujų išleidimo zoną ir suskaidomas į fluoro radikalus (F) ir anglies difluorido molekules (CF2). Panašiai fluoras (F) gali būti skaidomas iš CF4 pridedant deguonies (O2).
2 CF4 + O2 —> 2 COF2 + 2 F2
Fluoro molekulė gali suskilti į du nepriklausomus fluoro atomus veikiant dujų iškrovos srities energijai, kurių kiekvienas yra laisvasis fluoro radikalas. Kadangi kiekvienas fluoro atomas turi septynis valentinius elektronus ir linkęs pasiekti inertinių dujų elektroninę konfigūraciją, jie visi yra labai reaktyvūs. Be neutralių fluoro laisvųjų radikalų, dujų išleidimo srityje bus įkrautų dalelių, tokių kaip CF+4, CF+3, CF+2 ir kt. Vėliau visos šios dalelės ir laisvieji radikalai per keraminį vamzdelį patenka į ėsdinimo kamerą.
Įkrautos dalelės gali būti užblokuotos ekstrahavimo grotelėmis arba rekombinuotos formuojant neutralias molekules, kad būtų galima kontroliuoti jų elgesį ėsdinimo kameroje. Fluoro laisvieji radikalai taip pat dalinai rekombinuojasi, bet vis tiek yra pakankamai aktyvūs, kad patektų į ėsdinimo kamerą, chemiškai reaguotų į plokštelės paviršių ir sukeltų medžiagos nulupimą. Kitos neutralios dalelės ėsdinimo procese nedalyvauja ir sunaudojamos kartu su reakcijos produktais.
Plonų plėvelių, kurias galima išgraviruoti plazminio ėsdinimo metu, pavyzdžiai:
• Silicis: Si + 4F—> SiF4
• Silicio dioksidas: SiO2 + 4F—> SiF4 + O2
• Silicio nitridas: Si3N4 + 12F—> 3SiF4 + 2N2
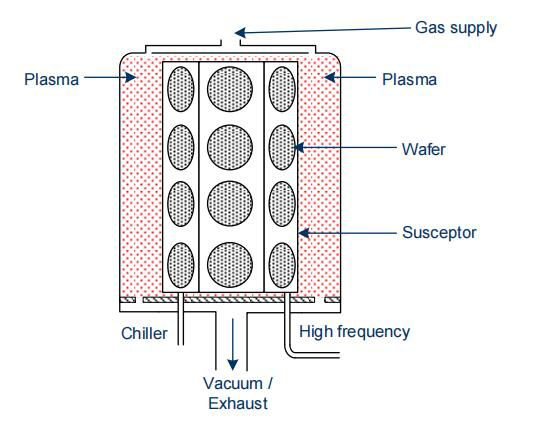
3. Reaktyvusis jonų ėsdinimas (RIE)
Reaktyvusis jonų ėsdinimas yra cheminis-fizinis ėsdinimo procesas, kuris gali labai tiksliai kontroliuoti selektyvumą, ėsdinimo profilį, ėsdinimo greitį, vienodumą ir pakartojamumą. Jis gali pasiekti izotropinius ir anizotropinius ėsdinimo profilius, todėl yra vienas iš svarbiausių procesų kuriant įvairias plonas plėveles puslaidininkių gamyboje.
RIE metu plokštelė dedama ant aukšto dažnio elektrodo (HF elektrodo). Smūginės jonizacijos metu susidaro plazma, kurioje egzistuoja laisvieji elektronai ir teigiamai įkrauti jonai. Jei ant HF elektrodo yra prijungta teigiama įtampa, laisvieji elektronai kaupiasi ant elektrodo paviršiaus ir dėl savo elektronų giminingumo negali vėl palikti elektrodo. Todėl elektrodai įkraunami iki -1000V (šališkumo įtampa), kad lėti jonai negalėtų sekti greitai kintančio elektrinio lauko iki neigiamai įkrauto elektrodo.
Jonų ėsdinimo (RIE) metu, jei vidutinis laisvas jonų kelias yra didelis, jie atsitrenkia į plokštelės paviršių beveik statmena kryptimi. Tokiu būdu pagreitinti jonai išmuša medžiagą ir fizinio ėsdinimo būdu sudaro cheminę reakciją. Kadangi šoninės šoninės sienelės nėra paveiktos, ėsdinimo profilis išlieka anizotropinis, o paviršiaus susidėvėjimas yra mažas. Tačiau selektyvumas nėra labai didelis, nes vyksta ir fizinis ėsdinimo procesas. Be to, dėl jonų pagreitėjimo pažeidžiamas plokštelės paviršius, o tai reikalauja terminio atkaitinimo.
Cheminę ėsdinimo proceso dalį užbaigia laisvieji radikalai, reaguojantys su paviršiumi, o jonai fiziškai atsitrenkia į medžiagą, kad ji nenusėstų ant plokštelės ar kameros sienelių, išvengiant pakartotinio nusodinimo reiškinio, pavyzdžiui, jonų pluošto ėsdinimo. Didinant dujų slėgį ėsdinimo kameroje, sumažėja vidutinis laisvas jonų kelias, todėl padidėja jonų ir dujų molekulių susidūrimų skaičius, o jonai išsisklaido į skirtingas puses. Dėl to mažesnis kryptingas ėsdinimas, todėl ėsdinimo procesas tampa cheminesnis.
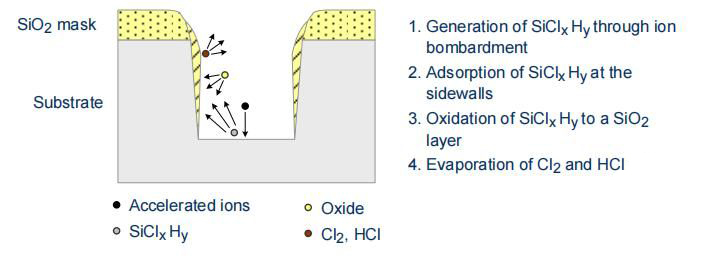
Anizotropiniai ėsdinimo profiliai pasiekiami pasyvinant šonines sieneles silicio ėsdinimo metu. Deguonis patenka į ėsdinimo kamerą, kur jis reaguoja su išgraviruotu siliciu ir susidaro silicio dioksidas, kuris nusėda ant vertikalių šoninių sienelių. Dėl jonų bombardavimo oksido sluoksnis horizontaliose srityse pašalinamas, todėl šoninis ėsdinimo procesas gali tęstis. Šiuo metodu galima valdyti ėsdinimo profilio formą ir šoninių sienelių statumą.
Išėsdinimo greitį veikia tokie veiksniai kaip slėgis, HF generatoriaus galia, proceso dujos, tikrasis dujų srautas ir plokštelės temperatūra, o jo kitimo diapazonas yra mažesnis nei 15%. Anizotropija didėja didėjant HF galiai, mažėjant slėgiui ir mažėjant temperatūrai. Odinimo proceso vienodumą lemia dujos, elektrodų atstumas ir elektrodo medžiaga. Jei elektrodų atstumas yra per mažas, plazma negali būti tolygiai paskirstyta, todėl susidaro nevienodumas. Padidinus elektrodo atstumą, sumažėja ėsdinimo greitis, nes plazma pasiskirsto didesniame tūryje. Anglis yra tinkamiausia elektrodo medžiaga, nes ji sukuria vienodą įtemptą plazmą, todėl plokštelės kraštas yra paveiktas taip pat, kaip ir plokštelės centras.
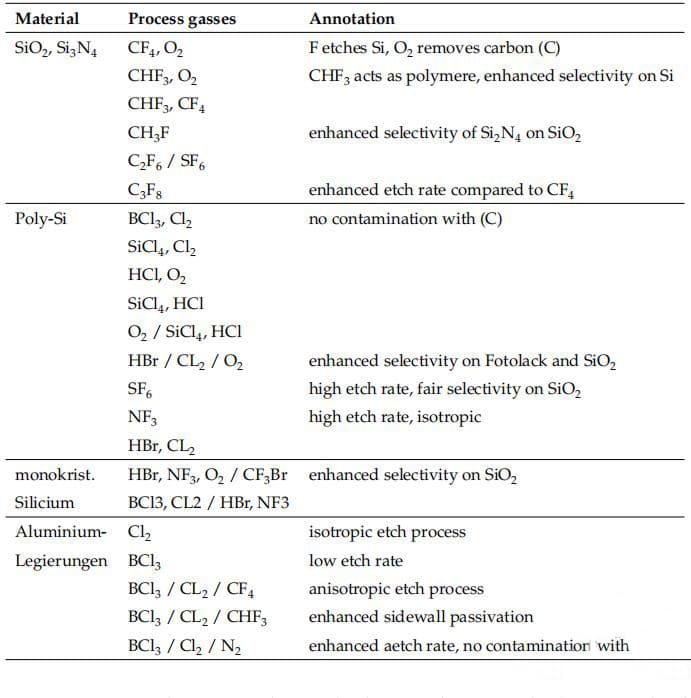
Proceso dujos vaidina svarbų vaidmenį selektyvumui ir ėsdinimo greičiui. Siliciui ir silicio junginiams ėsdinti daugiausia naudojamas fluoras ir chloras. Pasirinkus tinkamas dujas, reguliuojant dujų srautą ir slėgį bei kontroliuojant kitus proceso parametrus, tokius kaip temperatūra ir galia, galima pasiekti norimą ėsdinimo greitį, selektyvumą ir vienodumą. Šių parametrų optimizavimas paprastai pritaikomas įvairioms reikmėms ir medžiagoms.
Odinimo procesas neapsiriboja vienomis dujomis, dujų mišiniu ar fiksuotais proceso parametrais. Pavyzdžiui, natūralųjį oksidą ant polisilicio pirmiausia galima pašalinti dideliu ėsdinimo greičiu ir mažu selektyvumu, o polisilicis vėliau gali būti išgraviruotas didesniu selektyvumu, palyginti su apatiniais sluoksniais.
——————————————————————————————————————————————————— ———————————
Semicera gali suteiktigrafito dalys, minkštas / standus veltinis, silicio karbido dalys,CVD silicio karbido dalys, irSiC/TaC dengtos dalys su per 30 dienų.
Jei jus domina pirmiau minėti puslaidininkiniai gaminiai,nedvejodami susisiekite su mumis pirmą kartą.
Tel.: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Paskelbimo laikas: 2024-09-12