Puslaidininkinio proceso apžvalga
Puslaidininkių procesas visų pirma apima mikrogamybos ir plėvelės technologijų taikymą, kad būtų galima visiškai sujungti lustus ir kitus elementus įvairiuose regionuose, pavyzdžiui, substratus ir rėmus. Tai palengvina švino gnybtų ištraukimą ir kapsuliavimą plastikine izoliacine terpe, kad susidarytų vientisa visuma, pateikiama kaip trimatė struktūra, galiausiai užbaigianti puslaidininkių pakavimo procesą. Puslaidininkinio proceso sąvoka taip pat susijusi su siauru puslaidininkinių lustų pakuotės apibrėžimu. Žvelgiant iš platesnės perspektyvos, tai reiškia pakavimo inžineriją, kuri apima prijungimą ir tvirtinimą prie pagrindo, atitinkamos elektroninės įrangos konfigūravimą ir visos sistemos sukūrimą su stipriu ir visapusišku veikimu.
Puslaidininkių pakavimo proceso eiga
Puslaidininkių pakavimo procesas apima kelias užduotis, kaip parodyta 1 paveiksle. Kiekvienas procesas turi specifinius reikalavimus ir glaudžiai susijusias darbo eigas, todėl praktinio etapo metu reikia atlikti išsamią analizę. Konkretus turinys yra toks:
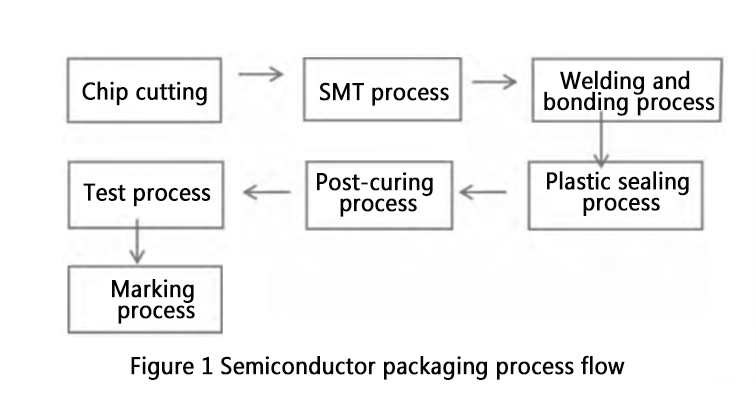
1. Skiedrų pjovimas
Puslaidininkių pakavimo procese drožlių pjaustymas apima silicio plokštelių pjaustymą į atskiras lustus ir greitą silicio šiukšlių pašalinimą, kad būtų išvengta kliūčių tolesniam darbui ir kokybės kontrolei.
2. Drožlių montavimas
Lustų montavimo procese pagrindinis dėmesys skiriamas tam, kad būtų išvengta grandinės pažeidimų šlifuojant plokšteles, uždedant apsauginę plėvelę, nuosekliai pabrėžiant grandinės vientisumą.
3. Vielos klijavimo procesas
Laidų sujungimo proceso kokybės kontrolė apima įvairių tipų auksinių laidų naudojimą, kad būtų galima sujungti lusto sujungimo trinkeles su rėmo trinkelėmis, užtikrinant, kad lustas galėtų prisijungti prie išorinių grandinių ir išlaikyti bendrą proceso vientisumą. Paprastai naudojamos legiruotos auksinės vielos ir legiruotos auksinės vielos.
Legiruoti auksiniai laidai: tipai yra GS, GW ir TS, tinkami didelio lanko (GS: >250 μm), vidutinio aukšto lanko (GW: 200-300 μm) ir vidutinio žemo lanko (TS: 100-200) μm) sujungimas atitinkamai.
Legiruoti auksiniai laidai: tipų yra AG2 ir AG3, tinkami mažo lanko sujungimui (70-100 μm).
Šių laidų skersmuo yra nuo 0,013 mm iki 0,070 mm. Kokybės kontrolei labai svarbu pasirinkti tinkamą tipą ir skersmenį pagal eksploatacinius reikalavimus ir standartus.
4. Liejimo procesas
Pagrindinė liejimo elementų grandinė apima inkapsuliavimą. Formavimo proceso kokybės kontrolė apsaugo komponentus, ypač nuo išorinių jėgų, sukeliančių įvairaus laipsnio pažeidimus. Tai apima išsamią komponentų fizinių savybių analizę.
Šiuo metu naudojami trys pagrindiniai būdai: keraminė pakuotė, plastikinė pakuotė ir tradicinė pakuotė. Norint patenkinti pasaulinius drožlių gamybos poreikius, labai svarbu valdyti kiekvienos pakuotės tipo proporcijas. Proceso metu reikalingi visapusiški gebėjimai, pvz., iš anksto pašildyti lustą ir švino rėmą prieš inkapsuliavimą epoksidine derva, formuoti ir kietinti po formos.
5. Kietėjimo procesas
Po liejimo proceso reikalingas po kietėjimo apdorojimas, daugiausia dėmesio skiriant bet kokių perteklinių medžiagų pašalinimui iš proceso ar pakuotės. Kokybės kontrolė yra būtina siekiant išvengti įtakos bendrai proceso kokybei ir išvaizdai.
6.Testavimo procesas
Baigus ankstesnius procesus, bendra proceso kokybė turi būti patikrinta naudojant pažangias testavimo technologijas ir priemones. Šis veiksmas apima išsamų duomenų įrašymą, sutelkiant dėmesį į tai, ar lustas veikia normaliai, atsižvelgiant į jo našumo lygį. Atsižvelgiant į dideles bandymo įrangos sąnaudas, labai svarbu išlaikyti kokybės kontrolę visuose gamybos etapuose, įskaitant vizualinę apžiūrą ir elektrinio veikimo bandymus.
Elektros našumo tikrinimas: tai apima integrinių grandynų testavimą naudojant automatinę bandymo įrangą ir užtikrinimą, kad kiekviena grandinė būtų tinkamai prijungta, kad būtų galima atlikti elektros bandymą.
Vizuali apžiūra: Technikai naudoja mikroskopus, kad kruopščiai patikrintų gatavus supakuotus lustus, kad įsitikintų, jog jie neturi defektų ir atitinka puslaidininkių pakuotės kokybės standartus.
7. Žymėjimo procesas
Žymėjimo procesas apima patikrintų lustų perkėlimą į pusgaminių sandėlį galutiniam apdorojimui, kokybės patikrinimui, pakavimui ir siuntimui. Šis procesas apima tris pagrindinius veiksmus:
1) Galvaninis padengimas: Suformavus laidus, uždedama antikorozinė medžiaga, kad būtų išvengta oksidacijos ir korozijos. Paprastai naudojama galvanizavimo technologija, nes dauguma laidų yra pagaminti iš alavo.
2) Lankstymas: Apdoroti laidai formuojami, integrinės grandinės juostelė įdedama į švino formavimo įrankį, kontroliuojanti švino formą (J arba L tipo) ir ant paviršiaus montuojamą pakuotę.
3) Spausdinimas lazeriu: galiausiai suformuoti gaminiai atspausdinami su dizainu, kuris naudojamas kaip specialus puslaidininkių pakavimo proceso ženklas, kaip parodyta 3 paveiksle.
Iššūkiai ir rekomendacijos
Puslaidininkių pakavimo procesų tyrimas prasideda nuo puslaidininkių technologijos apžvalgos, siekiant suprasti jos principus. Toliau, nagrinėjant pakavimo proceso eigą, siekiama užtikrinti kruopščią kontrolę operacijos metu, naudojant rafinuotą valdymą, kad būtų išvengta įprastų problemų. Šiuolaikinės plėtros kontekste labai svarbu nustatyti puslaidininkių pakavimo procesų iššūkius. Norint efektyviai pagerinti proceso kokybę, rekomenduojama sutelkti dėmesį į kokybės kontrolės aspektus, kruopščiai įsisavinant pagrindinius dalykus.
Analizuojant iš kokybės kontrolės perspektyvos, diegimo metu kyla didelių iššūkių dėl daugybės specifinio turinio ir reikalavimų procesų, kurių kiekvienas įtakoja kitą. Atliekant praktines operacijas reikalinga griežta kontrolė. Laikantis kruopštaus darbo požiūrio ir taikant pažangias technologijas, galima pagerinti puslaidininkių pakavimo proceso kokybę ir techninius lygius, užtikrinant visapusišką taikymo efektyvumą ir puikią bendrą naudą (kaip parodyta 3 pav.).
Paskelbimo laikas: 2024-05-22