Viena apžvalga
Integrinių grandynų gamybos procese fotolitografija yra pagrindinis procesas, lemiantis integrinių grandynų integravimo lygį. Šio proceso funkcija yra tiksliai perduoti ir perduoti grandinės grafinę informaciją iš kaukės (taip pat vadinamos kauke) į puslaidininkinės medžiagos pagrindą.
Pagrindinis fotolitografijos proceso principas yra panaudoti fotocheminę fotorezisto, padengto pagrindo paviršiumi, reakciją, kad būtų įrašytas grandinės modelis ant kaukės ir taip būtų pasiektas tikslas perkelti integrinio grandyno modelį iš projekto į pagrindą.
Pagrindinis fotolitografijos procesas
Pirma, fotorezistas padengiamas ant pagrindo paviršiaus naudojant dengimo mašiną;
Tada fotolitografijos aparatas naudojamas fotorezistu padengtam substratui eksponuoti, o fotocheminės reakcijos mechanizmas naudojamas fotolitografijos aparato perduodamai kaukės rašto informacijai įrašyti, užbaigiant kaukės rašto tikslumo perdavimą, perkėlimą ir atkartojimą ant pagrindo;
Galiausiai, ryškalas naudojamas eksponuotam substratui išryškinti, kad būtų pašalintas (arba išlaikytas) fotorezistas, kuris po ekspozicijos patiria fotocheminę reakciją.
Antrasis fotolitografijos procesas
Norint perkelti suprojektuotą kaukės grandinės piešinį į silicio plokštelę, pirmiausia perkėlimas turi būti atliktas ekspozicijos procesu, o tada silicio raštas turi būti gaunamas ėsdinimo būdu.
Kadangi fotolitografijos proceso srities apšvietimui naudojamas geltonas šviesos šaltinis, kuriam šviesai nejautrios medžiagos yra nejautrios, ji taip pat vadinama geltonos šviesos zona.
Fotolitografija pirmą kartą buvo panaudota spausdinimo pramonėje ir buvo pagrindinė ankstyvosios PCB gamybos technologija. Nuo šeštojo dešimtmečio fotolitografija palaipsniui tapo pagrindine modelio perdavimo technologija IC gamyboje.
Pagrindiniai litografijos proceso rodikliai yra skiriamoji geba, jautrumas, perdangos tikslumas, defektų dažnis ir kt.
Svarbiausia medžiaga fotolitografijos procese yra fotorezistas, kuris yra šviesai jautri medžiaga. Kadangi fotorezisto jautrumas priklauso nuo šviesos šaltinio bangos ilgio, fotolitografijos procesams reikalingos skirtingos fotorezisto medžiagos, tokios kaip g/i linija, 248nm KrF ir 193nm ArF.
Pagrindinis tipinio fotolitografijos proceso procesas apima penkis etapus
:
-Pagrindinės plėvelės paruošimas;
- Užtepkite fotorezistu ir minkštą kepimą;
-Išlygiavimas, ekspozicija ir kepimas po ekspozicijos;
-Sukurti kietą plėvelę;
- Vystymosi aptikimas.
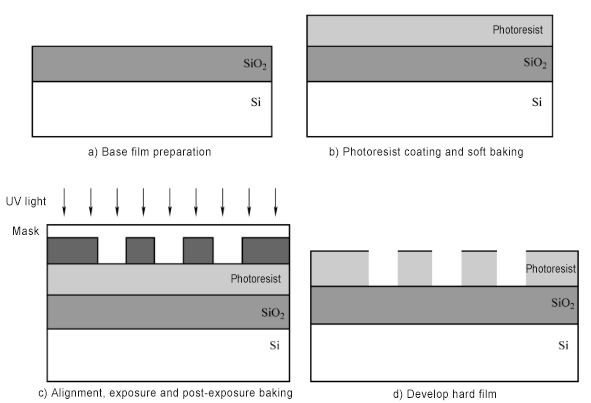
(1)Pagrindo plėvelės paruošimas: daugiausia valymas ir dehidratacija. Kadangi bet kokie teršalai susilpnins fotorezisto ir plokštelės sukibimą, kruopštus valymas gali pagerinti plokštelės ir fotorezisto sukibimą.
(2)Fotorezistinė danga: Tai pasiekiama sukant silicio plokštelę. Skirtingiems fotorezistams reikalingi skirtingi dengimo proceso parametrai, įskaitant sukimosi greitį, fotorezisto storį ir temperatūrą.
Minkštas kepimas: kepimas gali pagerinti fotorezisto ir silicio plokštelės sukibimą, taip pat fotorezisto storio vienodumą, o tai naudinga norint tiksliai valdyti tolesnio ėsdinimo proceso geometrinius matmenis.
(3)Lygiavimas ir ekspozicija: Lygiavimas ir ekspozicija yra svarbiausi fotolitografijos proceso žingsniai. Jie nurodo kaukės rašto suderinimą su esamu raštu ant plokštelės (arba priekinio sluoksnio rašto), o po to apšvitina jį specifine šviesa. Šviesos energija suaktyvina šviesai jautrius komponentus fotorezistu, taip perduodama kaukės raštą fotorezistui.
Išlygiavimui ir eksponavimui naudojama įranga yra fotolitografijos mašina, kuri yra pati brangiausia atskira proceso įranga visame integrinių grandynų gamybos procese. Fotolitografijos mašinos techninis lygis atspindi visos gamybos linijos pažangos lygį.
Kepimas po ekspozicijos: reiškia trumpą kepimo procesą po ekspozicijos, kurio poveikis skiriasi nuo gilaus ultravioletinių spindulių fotorezistų ir įprastų i-line fotorezistų.
Giluminiam ultravioletiniam fotorezistui, kepimas po ekspozicijos pašalina apsauginius komponentus fotoreziste, todėl fotorezistui ištirpsta ryškalas, todėl kepimas po ekspozicijos yra būtinas;
Įprastų i-line fotorezistų atveju kepimas po ekspozicijos gali pagerinti fotorezisto sukibimą ir sumažinti stovinčias bangas (stovinčios bangos turės neigiamą poveikį fotorezisto briaunų morfologijai).
(4)Sunkaus filmo kūrimas: naudokite ryškalą, kad ištirpintumėte tirpią fotorezisto dalį (teigiamas fotorezistas) po ekspozicijos ir tiksliai parodytumėte kaukės raštą su fotorezisto raštu.
Pagrindiniai ryškinimo proceso parametrai yra ryškinimo temperatūra ir laikas, ryškalo dozavimas ir koncentracija, valymas ir tt Reguliuojant atitinkamus ryškinimo parametrus, galima padidinti tirpimo greičio skirtumą tarp eksponuotų ir neeksponuotų fotorezisto dalių. gauti norimą vystymosi efektą.
Kietėjimas taip pat žinomas kaip kietėjantis kepimas, tai yra procesas, kurio metu iš sukurto fotorezisto pašalinamas likęs tirpiklis, ryškalas, vanduo ir kiti nereikalingi likučiai juos kaitinant ir išgarinant, kad būtų pagerintas fotorezisto sukibimas su silicio pagrindu ir fotorezisto atsparumas ėsdinimui.
Kietėjimo proceso temperatūra skiriasi priklausomai nuo skirtingų fotorezistų ir kietinimo būdų. Prielaida yra ta, kad fotorezistas nesideformuoja, o fotorezistas turi būti pakankamai kietas.
(5)Vystymosi patikrinimas: Tai skirta patikrinti, ar po išvystymo nėra fotorezisto rašto defektų. Paprastai vaizdo atpažinimo technologija naudojama automatiškai nuskaityti lusto šabloną po sukūrimo ir palyginti jį su iš anksto išsaugotu standartiniu modeliu be defektų. Jei randamas skirtumas, jis laikomas sugedusiu.
Jei defektų skaičius viršija tam tikrą vertę, manoma, kad silicio plokštelė neatitiko kūrimo testo ir gali būti pašalinta arba atitinkamai perdirbta.
Integrinių grandynų gamybos procese dauguma procesų yra negrįžtami, o fotolitografija yra vienas iš nedaugelio procesų, kuriuos galima perdirbti.
Trys fotokaukės ir fotorezisto medžiagos
3.1 Fotokaukė
Fotokaukė, dar žinoma kaip fotolitografinė kaukė, yra meistras, naudojamas fotolitografijos procese integrinių grandynų plokštelių gamyboje.
Fotokaukės gamybos procesas yra paversti originalius išdėstymo duomenis, reikalingus plokštelių gamybai, suprojektuotus integrinių grandynų projektavimo inžinierių, į duomenų formatą, kurį apdorojant kaukės duomenis galėtų atpažinti lazerinių raštų generatoriai arba elektronų pluošto ekspozicijos įranga, kad būtų galima juos eksponuoti pirmiau nurodyta įranga ant fotokaukės pagrindo medžiagos, padengtos šviesai jautria medžiaga; tada jis apdorojamas atliekant daugybę procesų, pvz., tobulinimo ir ėsdinimo, kad būtų užfiksuotas raštas ant pagrindo medžiagos; galiausiai jis apžiūrimas, taisomas, išvalomas ir laminuojamas plėvele, kad būtų suformuotas kaukės gaminys ir pristatomas naudoti integrinių grandynų gamintojui.
3.2 Fotorezistas
Fotorezistas, taip pat žinomas kaip fotorezistas, yra šviesai jautri medžiaga. Jame esantys šviesai jautrūs komponentai, veikiant šviesai, pasikeis cheminiais pokyčiais, todėl pasikeis tirpimo greitis. Pagrindinė jo funkcija yra perkelti kaukės raštą į pagrindą, pavyzdžiui, plokštelę.
Fotorezisto veikimo principas: Pirma, fotorezistas padengiamas ant pagrindo ir iš anksto iškepamas, kad būtų pašalintas tirpiklis;
Antra, kaukė yra veikiama šviesos, todėl šviesai jautrūs komponentai veikiamoje dalyje įvyksta cheminė reakcija;
Tada atliekamas kepimas po ekspozicijos;
Galiausiai fotorezistas dalinai ištirpinamas vystant (teigiamo fotorezisto atveju eksponuojama sritis ištirpinama; neigiamam fotorezistui ištirpinama neeksponuota sritis), taip įgyvendinant integrinio grandinės modelio perkėlimą iš kaukės į pagrindą.
Fotorezisto komponentai daugiausia apima plėvelę formuojančią dervą, šviesai jautrų komponentą, priedų pėdsakus ir tirpiklį.
Tarp jų, plėvelę formuojanti derva naudojama mechaninėms savybėms ir atsparumui ėsdinti užtikrinti; šviesai jautrus komponentas chemiškai keičiasi šviesoje, todėl keičiasi tirpimo greitis;
Pėdsakai – tai dažikliai, klampumo didikliai ir kt., kurie naudojami fotorezisto veikimui pagerinti; komponentams ištirpinti ir tolygiai išmaišyti naudojami tirpikliai.
Šiuo metu plačiai naudojami fotorezistai gali būti suskirstyti į tradicinius fotorezistus ir chemiškai sustiprintus fotorezistus pagal fotocheminės reakcijos mechanizmą, taip pat gali būti suskirstyti į ultravioletinius, giliuosius ultravioletinius, ekstremalius ultravioletinius, elektronų pluošto, jonų pluošto ir rentgeno fotorezistus pagal šviesai jautrumo bangos ilgis.
Keturi fotolitografijos įranga
Fotolitografijos technologija išgyveno kontaktinės / artumo litografijos, optinės projekcinės litografijos, žingsninės ir kartotinės litografijos, skenuojančios litografijos, imersinės litografijos ir EUV litografijos kūrimo procesą.
4.1 Kontaktinis / artumo litografijos aparatas
Kontaktinės litografijos technologija atsirado septintajame dešimtmetyje ir buvo plačiai naudojama aštuntajame dešimtmetyje. Tai buvo pagrindinis litografijos metodas mažo masto integrinių grandynų eroje ir daugiausia buvo naudojamas gaminant integrinius grandynus, kurių savybių dydis didesnis nei 5 μm.
Kontaktiniame / artumo litografijos aparate plokštelė dažniausiai dedama ant rankiniu būdu valdomos horizontalios padėties ir besisukančio darbo stalo. Operatorius naudoja atskirą lauko mikroskopą, kad vienu metu stebėtų kaukės ir plokštelės padėtį, ir rankiniu būdu valdo darbo stalo padėtį, kad sulygiuotų kaukę ir plokštelę. Sulygiavus plokštelę ir kaukę, jie bus suspausti taip, kad kaukė tiesiogiai liestųsi su plokštelės paviršiuje esančiu fotorezistu.
Nuėmus mikroskopo objektyvą, presuota plokštelė ir kaukė perkeliama į ekspozicijos lentelę ekspozicijai. Gyvsidabrio lempos skleidžiama šviesa yra kolimuota ir lygiagreti kaukei per objektyvą. Kadangi kaukė tiesiogiai liečiasi su plokštelės fotorezisto sluoksniu, po ekspozicijos kaukės raštas perkeliamas į fotorezisto sluoksnį santykiu 1:1.
Kontaktinės litografijos įranga yra pati paprasčiausia ir ekonomiškiausia optinės litografijos įranga, galinti pasiekti submikronų dydžio grafikos ekspoziciją, todėl ji vis dar naudojama mažų partijų gaminių gamyboje ir laboratoriniuose tyrimuose. Didelės apimties integrinių grandynų gamyboje buvo įdiegta artumo litografijos technologija, siekiant išvengti litografijos sąnaudų padidėjimo dėl tiesioginio kaukės ir plokštelės kontakto.
Artimumo litografija buvo plačiai naudojama aštuntajame dešimtmetyje mažų integrinių grandynų eroje ir ankstyvoje vidutinio dydžio integrinių grandynų eroje. Skirtingai nuo kontaktinės litografijos, kaukė artumo litografijoje tiesiogiai nesiliečia su plokštelėje esančiu fotorezistu, tačiau paliekamas tarpas, užpildytas azotu. Kaukė plūduriuoja ant azoto, o tarpo tarp kaukės ir plokštelės dydį lemia azoto slėgis.
Kadangi artimosios litografijos metu tarp plokštelės ir kaukės nėra tiesioginio kontakto, sumažėja defektų, atsirandančių litografijos proceso metu, taip sumažinant kaukės praradimą ir pagerinant plokštelės išeigą. Artimumo litografijoje dėl tarpo tarp plokštelės ir kaukės plokštelė patenka į Frenelio difrakcijos sritį. Difrakcijos buvimas riboja tolesnį artumo litografijos įrangos raiškos tobulinimą, todėl ši technologija daugiausia tinka integriniams grandynams, kurių elementų dydis viršija 3 μm, gaminti.
4.2 Žingsnis ir kartotuvas
Žingsnis yra viena iš svarbiausių įrenginių plokštelinės litografijos istorijoje, dėl kurios submikronų litografijos procesas tapo masine gamyba. Žingsnis naudoja tipišką statinį 22 mm × 22 mm ekspozicijos lauką ir optinės projekcijos lęšį, kurio mažinimo koeficientas yra 5:1 arba 4:1, kad kaukės raštas būtų perkeltas į plokštelę.
Žingsnio ir kartojimo litografijos aparatą paprastai sudaro ekspozicijos posistemis, ruošinio etapo posistemis, kaukės pakopos posistemis, fokusavimo/niveliavimo posistemis, lygiavimo posistemis, pagrindinio kadro posistemis, plokštelių perdavimo posistemis, kaukės perdavimo posistemis. , elektroninis posistemis ir programinės įrangos posistemis.
Tipiškas žingsninio ir kartojimo litografijos mašinos darbo procesas yra toks:
Pirma, plokštelė, padengta fotorezistu, perkeliama į ruošinio lentelę naudojant plokštelių perkėlimo posistemį, o eksponuojama kaukė perkeliama į kaukių lentelę naudojant kaukės perkėlimo posistemį;
Tada sistema naudoja fokusavimo / niveliavimo posistemį, kad būtų atliktas daugiataškis plokštelės aukščio matavimas ruošinio etape, kad gautų tokią informaciją kaip eksponuojamo plokštelės paviršiaus aukštis ir pasvirimo kampas, kad ekspozicijos sritis plokštę visada galima valdyti projekcijos objektyvo židinio gylyje ekspozicijos proceso metu;Vėliau sistema naudoja išlygiavimo posistemį kaukei ir plokštelei sulygiuoti taip, kad ekspozicijos proceso metu kaukės vaizdo ir plokštelės modelio perdavimo padėties tikslumas visada atitiktų perdangos reikalavimus.
Galiausiai viso plokštelės paviršiaus žingsnis ir ekspozicija užbaigiama pagal nurodytą kelią, kad būtų galima realizuoti modelio perdavimo funkciją.
Tolesnis žingsninis ir skaitytuvas litografijos aparatas yra pagrįstas pirmiau minėtu pagrindiniu darbo procesu, pagerinantis žingsniavimą → nuskaitymo ekspoziciją → ekspoziciją ir fokusavimą / niveliavimą → išlygiavimą → ekspoziciją dviejų pakopų modelyje matavimui (fokusavimas / niveliavimas → lygiavimas) ir nuskaitymas. ekspozicija lygiagrečiai.
Palyginti su žingsninio ir nuskaitymo litografijos aparatu, žingsninio ir kartojimo litografijos aparatui nereikia pasiekti sinchroninio atvirkštinio kaukės ir plokštelės nuskaitymo, taip pat nereikia nuskaitymo kaukių lentelės ir sinchroninio nuskaitymo valdymo sistemos. Todėl struktūra yra gana paprasta, kaina yra palyginti maža, o veikimas yra patikimas.
IC technologijai įvedus 0,25 μm, žingsninės ir kartotinės litografijos taikymas pradėjo mažėti dėl žingsninio ir nuskaitymo litografijos pranašumų nuskaitant ekspozicijos lauko dydį ir ekspozicijos vienodumą. Šiuo metu naujausios Nikon teikiamos žingsninės ir kartotinės litografijos statinės ekspozicijos matymo laukas yra toks pat didelis, kaip ir žingsninio ir nuskaitymo litografijos, ir gali apdoroti daugiau nei 200 plokštelių per valandą, o gamybos efektyvumas yra ypač didelis. Šio tipo litografijos mašinos šiuo metu daugiausia naudojamos nekritiniams IC sluoksniams gaminti.
4.3 Stepper skaitytuvas
Žingsnio ir skenavimo litografija pradėta taikyti 1990 m. Konfigūruojant skirtingus ekspozicijos šviesos šaltinius, žingsninio ir nuskaitymo technologija gali palaikyti skirtingus proceso technologijos mazgus – nuo 365 nm, 248 nm, 193 nm panardinimo iki EUV litografijos. Skirtingai nuo pakopinės ir kartotinės litografijos, vieno lauko ekspozicija žingsninio ir nuskaitymo litografijoje priima dinaminį nuskaitymą, tai yra, kaukės plokštelė nuskaitymo judesį užbaigia sinchroniškai plokštelės atžvilgiu; baigus esamą lauko ekspoziciją, plokštelė perkeliama į ruošinio etapą ir perkeliama į kitą nuskaitymo lauko padėtį, o kartotinė ekspozicija tęsiama; pakartokite veiksmą ir nuskaitymą kelis kartus, kol bus eksponuojami visi visos plokštelės laukai.
Konfigūruojant skirtingų tipų šviesos šaltinius (pvz., i-line, KrF, ArF), žingsninis skaitytuvas gali palaikyti beveik visus puslaidininkių priekinio proceso technologinius mazgus. Įprasti silicio pagrindu pagaminti CMOS procesai nuo 0,18 μm mazgo dideliais kiekiais naudoja žingsninius skaitytuvus; ekstremalios ultravioletinės (EUV) litografijos mašinos, šiuo metu naudojamos procesų mazguose, mažesniuose nei 7 nm, taip pat naudoja žingsninį nuskaitymą. Po dalinio adaptyvaus modifikavimo žingsninis skaitytuvas taip pat gali palaikyti daugelio ne silicio procesų, pvz., MEMS, maitinimo įrenginių ir RF įrenginių, tyrimus ir plėtrą bei gamybą.
Pagrindiniai žingsninio ir nuskaitymo projekcijos litografijos aparatų gamintojai yra ASML (Nyderlandai), Nikon (Japonija), Canon (Japonija) ir SMEE (Kinija). ASML 2001 m. išleido TWINSCAN žingsninio ir nuskaitymo litografijos mašinų seriją. Ji pritaikyta dviejų pakopų sistemos architektūrai, kuri gali veiksmingai pagerinti įrangos išvesties spartą ir tapo plačiausiai naudojama aukščiausios klasės litografijos mašina.
4.4 Panardinamoji litografija
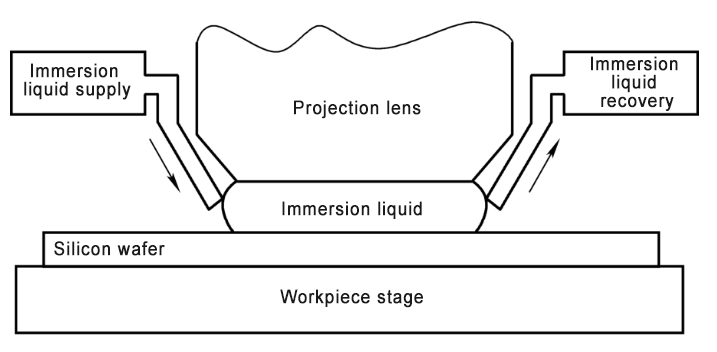
Iš Rayleigh formulės matyti, kad kai ekspozicijos bangos ilgis nesikeičia, efektyvus būdas dar labiau pagerinti vaizdo skiriamąją gebą yra padidinti vaizdo sistemos skaitinę diafragmą. Jei vaizdo skyra mažesnė nei 45 nm, ArF sausos ekspozicijos metodas nebeatitinka reikalavimų (nes palaiko maksimalią 65 nm vaizdo skyrą), todėl būtina įdiegti imersinės litografijos metodą. Tradicinėje litografijos technologijoje terpė tarp lęšio ir fotorezisto yra oras, o imersinės litografijos technologija oro terpę pakeičia skysčiu (dažniausiai itin grynu vandeniu, kurio lūžio rodiklis yra 1,44).
Tiesą sakant, imersinės litografijos technologija naudoja šviesos šaltinio bangos ilgio sutrumpinimą po to, kai šviesa praeina per skystą terpę, kad pagerintų skiriamąją gebą, o sutrumpinimo koeficientas yra skystosios terpės lūžio rodiklis. Nors panardinamasis litografijos aparatas yra žingsninio ir nuskaitymo litografijos mašinų tipas, o jos įrangos sistemos sprendimas nepasikeitė, tai yra ArF žingsninio ir nuskaitymo litografijos aparato modifikacija ir išplėtimas dėl pagrindinių susijusių technologijų įdiegimo. į panardinimą.
Imersinės litografijos pranašumas yra tas, kad dėl sistemos skaitmeninės diafragmos padidinimo pagerėjo žingsninio skaitytuvo litografijos aparato vaizdo skiriamoji geba, kuri gali atitikti proceso reikalavimus, kai vaizdo skiriamoji geba yra mažesnė nei 45 nm.
Kadangi panardinamoji litografijos mašina vis dar naudoja ArF šviesos šaltinį, proceso tęstinumas garantuojamas, taupant šviesos šaltinio, įrangos ir proceso MTTP išlaidas. Šiuo pagrindu, kartu su įvairiomis grafikos ir kompiuterinės litografijos technologijomis, panardinamosios litografijos aparatas gali būti naudojamas 22 nm ir mažesniuose proceso mazguose. Kol EUV litografijos aparatas buvo oficialiai pradėtas gaminti masiškai, panardinamasis litografijos aparatas buvo plačiai naudojamas ir galėjo atitikti 7 nm mazgo proceso reikalavimus. Tačiau dėl panardinamojo skysčio įvedimo labai padidėjo pačios įrangos inžinerinis sunkumas.
Pagrindinės jos technologijos apima panardinamojo skysčio tiekimo ir regeneravimo technologiją, panardinamojo skysčio lauko priežiūros technologiją, imersinės litografijos taršos ir defektų kontrolės technologiją, itin didelės skaitmeninės diafragmos panardinamųjų projekcinių lęšių kūrimą ir priežiūrą bei vaizdo kokybės aptikimo technologiją panardinimo sąlygomis.
Šiuo metu komercinius ArFi žingsninio ir nuskaitymo litografijos įrenginius daugiausia tiekia dvi bendrovės, būtent Nyderlandų ASML ir Japonijos Nikon. Tarp jų vieno ASML NXT1980 Di kaina siekia apie 80 milijonų eurų.
4.5 Ekstremalios ultravioletinės litografijos aparatas
Siekiant pagerinti fotolitografijos skiriamąją gebą, ekspozicijos bangos ilgis dar labiau sutrumpinamas, kai naudojamas eksimerinis šviesos šaltinis, o kaip ekspozicijos šviesos šaltinis įvedama ekstremali ultravioletinė šviesa, kurios bangos ilgis yra nuo 10 iki 14 nm. Ekstremalios ultravioletinės šviesos bangos ilgis yra labai trumpas, o atspindinti optinė sistema, kurią galima naudoti, paprastai susideda iš daugiasluoksnių plėvelių reflektorių, tokių kaip Mo / Si arba Mo / Be.
Tarp jų teorinis maksimalus Mo/Si daugiasluoksnės plėvelės atspindys bangos ilgių diapazone nuo 13,0 iki 13,5 nm yra apie 70%, o teorinis maksimalus Mo/Be daugiasluoksnės plėvelės atspindžio koeficientas esant trumpesniam 11,1 nm bangos ilgiui yra apie 80%. Nors Mo/Be daugiasluoksnių plėvelinių atšvaitų atspindėjimas yra didesnis, Be yra labai toksiškas, todėl kuriant EUV litografijos technologiją tokių medžiagų tyrimų buvo atsisakyta.Dabartinė EUV litografijos technologija naudoja Mo / Si daugiasluoksnę plėvelę, o jos ekspozicijos bangos ilgis taip pat yra 13,5 nm.
Pagrindinis ekstremalios ultravioletinės šviesos šaltinis naudoja lazeriu pagamintos plazmos (LPP) technologiją, kuri naudoja didelio intensyvumo lazerius, kad sužadintų karšto lydalo Sn plazmą, kad išspindėtų šviesą. Ilgą laiką šviesos šaltinio galia ir prieinamumas buvo kliūtis, ribojanti EUV litografijos mašinų efektyvumą. Naudojant pagrindinį osciliatoriaus galios stiprintuvą, nuspėjamosios plazmos (PP) technologiją ir in situ surinkimo veidrodžių valymo technologiją, EUV šviesos šaltinių galia ir stabilumas buvo labai pagerintas.
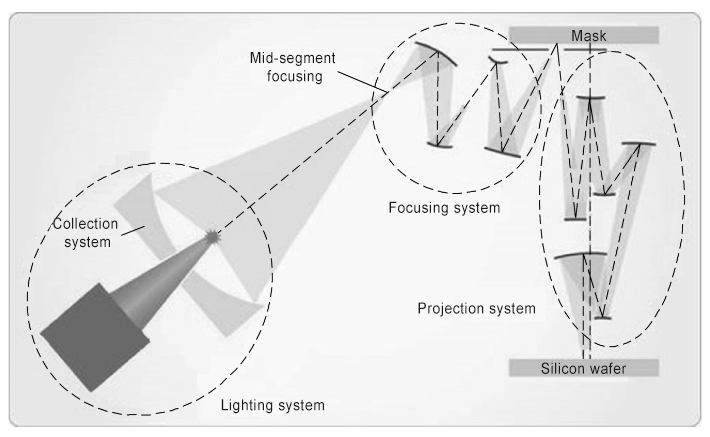
EUV litografijos mašina daugiausia susideda iš posistemių, tokių kaip šviesos šaltinis, apšvietimas, objektyvas, ruošinio stadija, kaukės stadija, plokštelių išlygiavimas, fokusavimas / niveliavimas, kaukės perdavimas, plokštelių perdavimas ir vakuuminis rėmas. Praėjus pro apšvietimo sistemą, sudarytą iš daugiasluoksnių atšvaitų, ant atspindinčios kaukės apšvitinama ekstremali ultravioletinė šviesa. Kaukės atspindima šviesa patenka į optinio viso atspindžio vaizdo sistemą, sudarytą iš atšvaitų serijos, o galiausiai atspindėtas kaukės vaizdas projektuojamas ant plokštelės paviršiaus vakuuminėje aplinkoje.
EUV litografijos aparato ekspozicijos matymo laukai ir vaizdo matymo laukai yra lanko formos, o norint pasiekti visišką plokštelės ekspoziciją, siekiant pagerinti išvesties spartą, naudojamas žingsnis po žingsnio nuskaitymo metodas. Pažangiausiame ASML NXE serijos EUV litografijos aparate naudojamas ekspozicinis šviesos šaltinis, kurio bangos ilgis yra 13,5 nm, atspindinti kaukė (6° įstrižai), 4 kartus sumažinta atspindinčios projekcijos objektyvų sistema su 6 veidrodžių struktūra (NA = 0,33), 26 mm × 33 mm skenavimo matymo laukas ir vakuuminio poveikio aplinka.
Palyginti su panardinamomis litografijos mašinomis, EUV litografijos mašinų, naudojančių ekstremalius ultravioletinės šviesos šaltinius, vienos ekspozicijos skiriamoji geba buvo labai patobulinta, todėl galima veiksmingai išvengti sudėtingo proceso, reikalingo daugialypei fotolitografijai, kad būtų suformuota didelės raiškos grafika. Šiuo metu litografijos aparato NXE 3400B, kurio skaitmeninė diafragma yra 0,33, vienos ekspozicijos skiriamoji geba siekia 13 nm, o išvesties sparta siekia 125 vnt./val.
Siekiant patenkinti tolesnio Moore'o dėsnio išplėtimo poreikius, ateityje EUV litografijos mašinos, kurių skaitmeninė diafragma yra 0,5, bus pritaikyta projekcinių objektyvų sistema su centriniu šviesos blokavimu, naudojant asimetrinį padidinimą 0,25 karto / 0,125 karto. nuskaitymo ekspozicijos matymo laukas bus sumažintas nuo 26m × 33mm iki 26mm × 16,5mm, o vienos ekspozicijos skiriamoji geba gali pasiekti žemiau 8nm.
——————————————————————————————————————————————————— ———————————
Semicera gali suteiktigrafito dalys, minkštas / standus veltinis, silicio karbido dalys, CVD silicio karbido dalys, irSiC/TaC dengtos dalyssu visu puslaidininkio procesu per 30 dienų.
Jei jus domina pirmiau minėti puslaidininkiniai gaminiai,nedvejodami susisiekite su mumis pirmą kartą.
Tel.: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Paskelbimo laikas: 2024-08-31